




 首頁
首頁 256
256 0
0 2017.05.03
2017.05.03
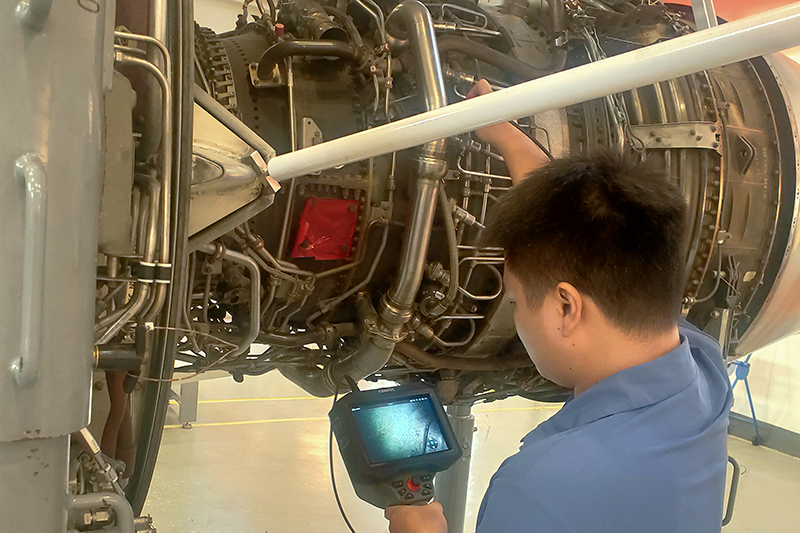
檢查發動機氣缸的目的是為了確定活塞環與氣缸的磨損程度和氣缸與活塞、氣門與氣門座、氣缸襯墊等的密封情況。在使用過程中,由于磨損、燒蝕、結膠、積碳等原因,氣缸活塞組技術狀況變壞,從而使氣缸密封性不良,發動機動力性和經濟性下降。目前,現在工作人員選擇用內窺鏡來檢測發動機汽缸活塞的情況,實時現場檢測,及時解決問題。普通檢測汽缸需要拆卸整個發動機,費時費力。現在無需拆卸發動機就可以實時現場檢測汽缸內部情況,使用古安泰內窺鏡檢測,鏡頭直接插入汽缸內,可通過鏡頭傳感汽缸內部情況到屏幕上,也可觀察發動機其他地方的情況。現場實時做出修理方案。下面簡單介紹下內窺鏡對發動機進行檢測的基本情況、規范與要求。

(2) 檢查伸入孔的直徑尺寸。檢查伸入孔的尺寸將會直接決定了內窺鏡鏡管直徑的大小。
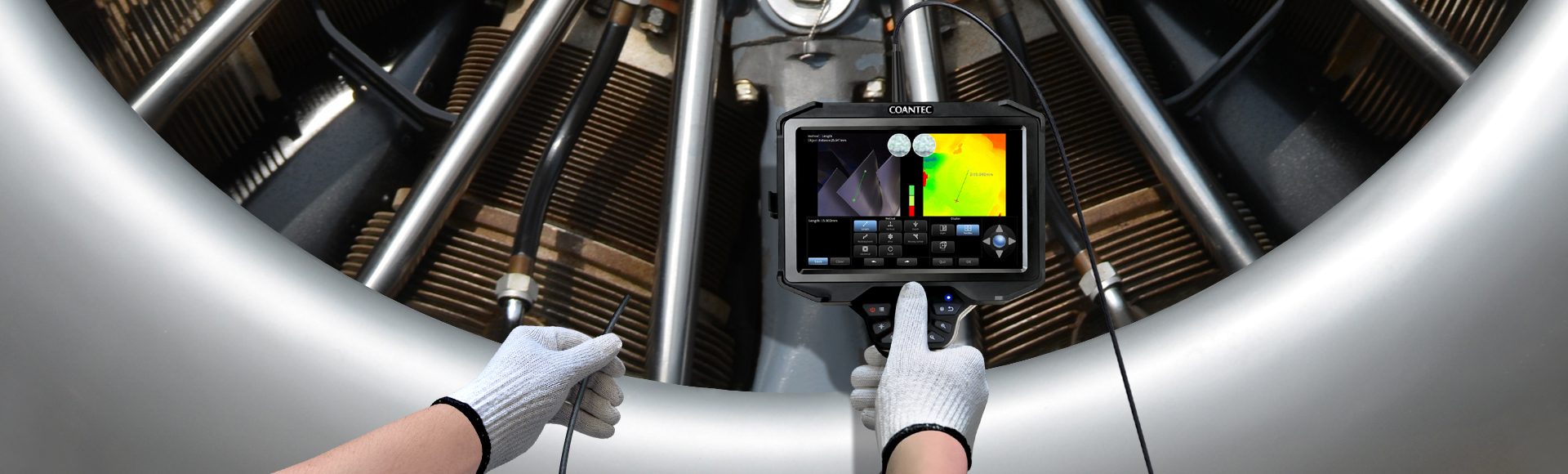
(3) 內窺鏡工作距離,也就是物鏡到檢測面的距離。無論是使用標準的還是高強度的光源,物鏡到檢測面之間的距離都將會直接影響照明的需求量;并且,物鏡也需利用最佳的視角,來獲得最好的圖像分辨率和最大的放大率。
(4) 檢查伸入孔的位置。在檢測時,必須將內窺鏡的物鏡伸入到足夠接近檢測點(或受檢物)的位置,才能開展檢測工作。檢查伸入孔的位置將決定內窺鏡的觀測方向、接近路線和工作長度的選取。如果在檢查入口沒有足夠的伸展空間,則檢驗者可能需要一個與目鏡連接的調整器,以獲得最合適的觀測角度。
(5) 受檢物的輪廓大小。受檢物的輪廓包括整個受檢物體、裂痕或裂紋,以及變形等部分的大小,這是確定視角和光源亮度的最重要因素之一。如果受檢物處于檢測區域的長度過長或太深,則受檢物的某些部位可能會在不同的平面上,故所采用的內窺鏡系統必須具備足夠的調焦功能,以便可以在一個固定位置上,能夠很清楚地捕捉到不同距離或深度的受檢物圖像,并完整地傳送給檢驗者。
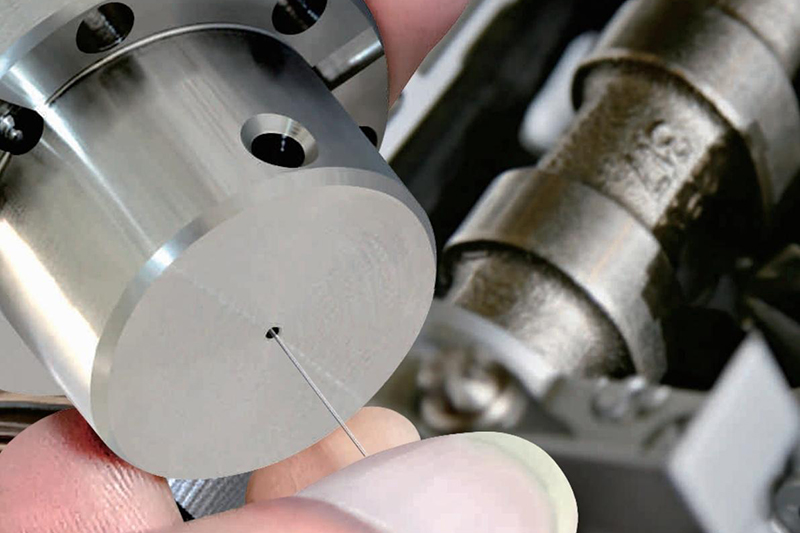
(6) 缺陷的大小。受檢物的缺陷大小差異很大,既有細如發絲的裂紋,也有較大的損壞裂痕。這些缺陷的尺寸大小,是選擇內窺鏡的放大率、視角、聚焦能力和鏡片分辨率的重要參考因素,以便能獲得合適而清晰的缺陷圖像。在通常情況下,較大的視角可以較快地掃描大的范圍,并且可避免在檢測時丟失部分受檢物圖像的情況。
產品推薦:

相關推薦:
古安泰工業內窺鏡可更換插入管更換方法
古安泰工業內窺鏡在建筑行業中的重要應用
工業電子內窺鏡檢測在國內外的發展歷程
工業現場檢測,讓工業檢測更加精準化_深圳古安泰工業內窺鏡公司
猜你喜歡: